Основные технические характеристики:
|
Параметры
|
Измерение
|
ШПХ 30.62
|
ШПХ 30.82
|
ШПХ 30.102
|
ШПХ 40.62
|
ШПХ 40.82
|
ШПХ 50.82
|
| Размеры рабочей поверхности стола |
|
Ширина
|
мм
|
300
|
300
|
300
|
400
|
400
|
500
|
|
Длина
|
мм
|
630
|
800
|
1000
|
630
|
800
|
800
|
| Максимальные размеры обрабатываемой детали |
|
Ширина
|
мм
|
320
|
320
|
3020
|
450
|
450
|
515
|
|
Длина
|
мм
|
650
|
800
|
1000
|
650
|
800
|
800
|
|
Высота (при новом диске)
|
мм
|
400
|
400
|
400
|
400
|
400
|
400
|
|
Поперечный ход
|
мм
|
310
|
310
|
310
|
440
|
440
|
510
|
| Обхват автоматических вертикальных подач |
|
Прерывно
|
мм
|
0,01-0,045
|
|
Бысрый ход
|
м/мин
|
0,2
|
|
Минимальное вертикальное передвижение шлифовального диска
|
мм
|
0,001
|
| Обхват поперечных подач |
|
Прерывно
|
мм
|
0,2-15
|
|
Непрерывно
|
м/мин
|
0,15-1
|
|
Бысрый ход
|
м/мин
|
1,2
|
|
Обхват продольных скоростей стола
|
м/мин
|
1,5-25
|
| Размеры шлифовального диска, V max = 45 m/s |
|
Внешний диаметр
|
мм
|
300
|
|
Обхват продольных скоростей стола
|
мм
|
40
|
|
Обороты шлифовального диска
|
tr/min
|
1500/3000
|
|
Мощность главного электродвигателя
|
kW
|
3,2/4
|
| Максимальные размеры обрабатываемой детали |
|
Ширина
|
мм
|
1800
|
1800
|
1800
|
1900
|
1900
|
2100
|
|
Длина
|
мм
|
2800
|
2800
|
3100
|
2800
|
2800
|
2800
|
|
Высота
|
мм
|
2000
|
|
Вес
|
кг
|
3200
|
3400
|
3500
|
3600
|
3700
|
4300
|
|
Область применения
Плоско-шлифовальные станки с крестовым столом и электромеханическим управлением предназначены для шлифования боковой или лицевой части абразивного диска. Станки обеспечивают высокую точность обработки поверхностей при минимальной потере машинного и вспомогательного времени.
По точности работы станков этой модели отвечают БДС 15817 «Станки металлорежущие. Станки плоскошлифовальные с горизонтальным шпинделем и крестовым прямоугольным столом. Нормы точности.», и DIN 8632 T 1 “ Werkzeugmaschinen ; Planschleifmaschinen mit Waagerechter Schleifspindel und beweglichem Rechtecktisch bis 1600 mm. Schleflange ; Abnahmebedingungen.”
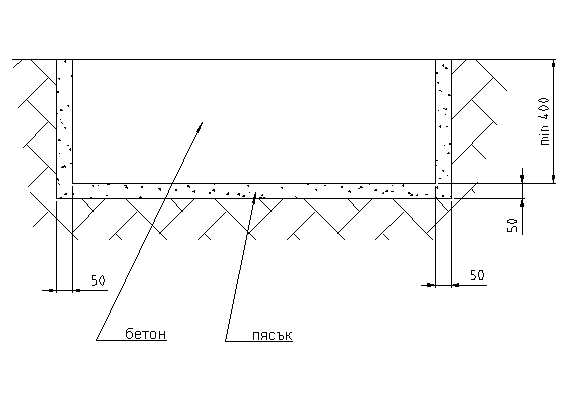
Место установки станка
Место установки станка не должно быть вблизи машин, работающих с ударной нагрузкой (прессы, фрезы, строгальные, долбежные и др. Машины).
Шлифовальный станок нужно поставить на специальном отдельном фундаменте. Толщина бетонного слоя выбирается в зависимости от грунта, но не менее 400 мм.
|
Краткое техническое описание станков
Компоновка станков
Основное движение является круговым движением абразивного диска.
Подающие рабочие движения делятся на три вида: горизонтальное, вертикальное и поперечное.
Компоновка всех моделей плоскошлифовальных станков с электромеханическим управлением “крестового стола”: суппорт абразивного диска совершает вертикальное движение; обрабатываемая деталь – движение поперечное и горизонтальное.
И по трем осям прямолинейных движений направляющие являются скользящими, что дает большую точность ведения и достижения большого диапазона реализованных скоростей, включительно и близкие к 0. По длине и по поперечной оси используются линейные скользящие направляющие фирмы INA ®.
Основныеe движения
Движения по горизонтали
Первоисточником движения по горизонтали является постоянный электрический высокомоментный электродвигатель. Круговое движение электродвигателя преобразуется в прямолинейное движение стола через «привязки» стола к одной из ветвей ременной передачи. Размер движения регулируется при помощи бесконтактных датчиков, скорость регулируется постепенно в пределах 1,2-25 м/мин.
Поперечное движение станка
Поперечное движение совершается крестовым столом, который несет на себе верхний стол с прикрепленной к нему обрабатываемой деталей. Поперечное движение может быть ручным и автоматическим. В обоих случаях вращательное движение превращается в прямолинейное путем шарико-винтовой пары. Ручная точная подача с минимальным инкрементом 0,0001 мм, а грубое – 3 мм за 1 оборот соответствующего маховика. Движение задается постоянным высокомоментным электродвигателем. Реализируются два вида автоматических подач: постоянное и прерванное (ступенчатое). Размер хода регулируется посредством контактного датчика и двух подвижных кулачков.
Вертикальное движение
Вертикальное движение совершается суппортом, который находится на шлифовальном шпинделе с абразивным диском.
Вертикальное движение автоматическое.
Ручная внимательная подача с минимальным инкрементом 0,0001 мм, а грубое – 1 мм за 1 оборот соответствующего маховика.
Вертикальная автоматическая подача гидравлическая и регулируется в границах 0,001-,045 мм через 0,0001мм. Конец автоматической подачи (т.е. достижение конечного размера) регулируется посредством контактного датчика. Гидравлический агрегат для этого механизма это отдельный элемент с маленькими габаритными размерами и вмонтирован во внутренней части станка. Этот агрегат включается только при использовании автоматической вертикальной подачи, в остальное время он не работает.
Кругообразное движение абразивного диска
Начало движения шлифовального шпинделя производится путем двухскоростного асинхронного электродвигателя и посредством эластичного соединителя (сцепления).
Шпиндельный узел устроен четырьмя высокоточными аксиально-скользящими подшипниками, смонтированные с предварительным натяжением. Фланец для шлифовального диска базируется на шпинделе по обработанной конусной поверхности. Допустимый радиальный удар на этой конусной поверхности относительно оси шпинделя 0,003мм.
Размеры шлифовального диска стандартные для всех мировых производителей абразивных дисков. Возможно, после предварительной заявки, обеспечить возможность использования дисков предназначенных для шлифования лицевой части. Начало движения осуществляется двухскоростным электродвигателем, что позволяет переключение на более высокие обороты после определенного изнашивания абразивного диска по диаметре и достижения оптимальных периферийных скоростей шлифования.
Преимущества электромеханического варианта управления
Основные преимущества, которые достигаются путем замены гидромеханического управления на электромеханическое являются:
- исключительно низкий уровень шума при работе станка - отстранение серьезного источника высокой температуры - гидравлический агрегат и гидравлическое масло, с которыми связаны температурные деформации и ухудшение высокоточной обработки
- лучшее и более плавное регулирование скоростей движения, которое в сочетании с установкой закрытых линейных скользящих направляющих фирмы INA ® повышает технологические возможности и общую стабильность и точность станка
- более упрощенная эксплуатация, отпадает необходимость использования гидравличного масла как материал
- отсутствие возможных протеков от гидравлической системы; повышение общей надежности и ремонтопригодности станка
- меньше использованная электрическая мощность
- некоторые новые функции, такие как светличная индикация при достижении конечного размера (при автоматической вертикальной подачи), возможность вертикальной поперечной подачи только в одном или в обоих реверса верхнего стола, и др.
- новый, улучшенный внешний вид, повышенная энергетическая мощность. Приданы новые формы некоторым их основных составляющих узлов и защитных ограждений. Пульт управления оформлен как самостоятельный элемент, носящий в себе эктрошкаф со всем оборудованием. Это упрощает работу со станком.
Комплектация станков
- Каждый из станков гаммы плоскошлифовальных станков с гидромеханическим управлением на крестового стола может быть укомплектован следующими принадлежностями:
- устройством для точного отсчета вертикального перемещения (для отсчета с индикаторными часами)
- цифровая индикация по вертикальной оси с инкрементом 0,0001 мм ( цифровой дисплей и инкрементальная измерительная линейка)
- цифровая индикация по вертикальной оси с инкрементом 0,0005 мм ( цифровой дисплей и инкрементальная измерительная линейка)
- цифровая индикация по вертикальной и поперченной оси
- электромагнитный стол с закрепляющими планками и болтами
- высокоточные тиски для крепления обрабатываемой детали
- стойкой для статического балансирования абразивного диска
- оправка для балансирования абразивного диска
- заточным устройством для равнинной заточки по периферии шлифовального диска
- заточным устройством для заточки поп радиусом
- заточным устройством для заточки под углом
- заточным устройством для заточки по периферии и лицевой части шлифовального диска
- агрегат для очистки охлаждающей жидкости на циклонном (центробежном) принципе
- агрегат для очистки охлаждающей жидкости гравитационного (методом отстаивания) принципа
- агрегат для очистки охлаждающей жидкости гравитационного (методом отстаивания) принципа с дополнительной очисткой постоянными магнитами
- агрегат для очистки охлаждающей жидкости на электромагнитном принципе
- локальное освещение
- комплект быстроизнашивающихся запасных частей (на 5000 часов работы)
- комплект слесарно-монтажного инструмента
|