13.08.2008
Устройство широкоуниверсальных консольно-фрезерных станков
Наиболее распространенными типами
фрезерных станков являются широкоуниверсальные, горизонтальные, вертикальные и универсальные станки.
На консольных горизонтально-фрезерных и универсально-фрезерных станках можно обрабатывать горизонтальные и вертикальные плоские поверхности, пазы, углы, рамки, зубчатые колеса и др.1 Универсальные станки, имеющие поворотный стол, можно использовать для фрезерования всевозможных винтовых поверхностей. Технологические возможности этих станков расширяются с применением делительных, долбежных, накладных универсальных головок и других приспособлений.
В горизонтально-фрезерных станках расположение шпинделя горизонтальное, в вертикально-фрезерных — вертикальное.
Консольно-фрезерные универсальные станки отличаются от roризонтально-фрезерных наличием конструкции обеспечивающей поворот стола относительно вертикальной оси. Широкоуниверсальные фрезерные станки от универсальных отличаются наличием на станине специального хобота, на котором установлена дополнительная головка со шпинделем.
Детали и узлы фрезерных станков широко унифицированы.
Рассмотрим конструктивные особенности, компоновку и кинематику широкоуниверсального консольного и горизонтально-фрезерного станка мод. 6Р82Ш.
На станке можно выполнять разнообразные фрезерные работы по чугуну, стали и цветным металлам твердосплавным и быстрорежущим инструментом в условиях мелк- и крупносерийного производства.
На фундаментной плите / станка установлен станина 2.
На вертикальных направляющих станины расположена консоли 10 с горизонтальными поперечными направляющими, на который
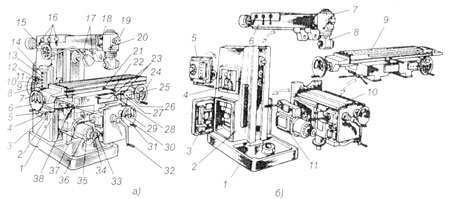
Удерживаются салазки, а на них поворотная плита с горизонтальными продольными направляющими. На этих направляющих монтируется стол 9. Такая компоновка узлов обеспечивает столу перемещение в трех направлениях (продольном, поперечном и вертикаль-Ном). В станине расположена коробка скоростей 4 с рукояткой и лимбом 5 и привод с электродвигателем 3, обеспечивающим вращение шпинделя. В консоли 10 размещена коробка подач с электродвигателем, лимбом и рукояткой для установки подач.
Шпиндель станка установлен на трех подшипниках. Осевой зазор в шпинделе регулируют подшлифовкой колец. Повышенный зазор в подшипнике устраняют подшлифовкой полуколец и гайкой следующим образом. Снимают крышку (или боковую крышку),! фланец, пружинное кольцо и вынимают полукольца. Гайкой выбирают зазор так, чтобы при работе нагрев подшипников не превышал 60 °С.
Управление станком осуществляют с помощью кнопок и рукояток. Станок включают в сеть и выключают переключателем 3. Шпиндели включают кнопками 9 или 26, а отключаю» кнопками. Для изменения направления вращения шпинделей служат переключатели. При выключении шпинделей отключается движение подачи. Продольную подачу включают и отключают рукояткой 22 (три положения: вправо, влево, среднее) или дублирующем рукояткой / при управлении станком сбоку. Рукояткой управляют поперечными и вертикальными перемешениями. Она имеет пять фиксированных положений: среднее (нейтральное); к себе, от себя (перемещаются салазки); вниз, вверх (перемещается консоль). Одновременное включение подач исключено электроблокировкой и конструкцией механизма.
Нажатием кнопок 12 или 25 осуществляют быстрое перемещение узлов происходит при нажатии кнопок 12 или 25, которое прекращается при отпускании кнопок. Движение рабочей подачи будет продолжаться до выведения рукоятки 37 (или рукоятки 2) в нейтральное положение. Продольное, поперечное и вертикальное перемещения выполняют вручную соответственно маховичками 24, 6, 29 и рукояткой 32. Лимбы отсчета перемещений устанавливают в начальное для отсчета положение так: лимб 30 (нажимом) смещают от себя и в данном положении поворачивают до совмещения нулевой риски с указателем отсчета перемещений на кольце 3. Поворотом кольца 3 точно совмещают лимб и указатель. Маховичок 6 сблокирован пружиной от произвольного включения при механической подаче. Маховички 24, 29 и рукоятка 32 при включении механической подачи отключаются и блокируются специальным устройством. Крайние положения стола ограничивают с обеих сторон упорами, которые, нажимая на соответствующие рычаги, выводят рукоятку в нейтральное положение. Продольные перемещения ограничивают упорами, нажимающими на выступы рукоятки 22. Положение упоров регулируют их перемещением в пазах планок и стола и установкой с расчетом выключения подач в нужном месте. Со снятыми упорами работа на станке не допускается.
Для переключения частоты вращения горизонтального шпинделя рукоятку 7 движением вниз выводят из фиксирующего паза и движением на себя поворачивают до отказа; вращением указателя // устанавливают необходимую частоту вращения против стрелки указателя 10; поворачивают рукоятку в сторону первоначального положения до упора, включают кнопку 13 «Импульс шпинделя» и досылают рукоятку плавным движением в первоначальное положение. Частоту вращения шпинделя поворотной головки переключают рукояткой 16. При вращении шпинделя переключения запрещаются.
Технические характеристики консольных широкоуниверсальных станков приведены в табл. 5.1.
Для точной и особо сложной обработки используют широкоуниверсальные инструментальные фрезерные станки , имеющие горизонтальный и вертикальный шпиндели, а также большое количество приспособлений, которые позволяют выполнять на этих станках (кроме фрезерования) сверление, долбление, растачивание.
